How do you do SPC study
Select critical-to-quality (CTQ) product characteristics. … Select critical processes. … Determine if machines can calculate SPC by themselves. … Gather data and process knowledge of what impacts the output of the process.
How do you conduct a SPC study?
- Determine Measurement Method. Statistical Process Control is based on the analysis of data, so the first step is to decide what data to collect. …
- & 3. …
- & 5. …
- & 7. …
- Add Chart to Control Plan. …
- Calculate Control Limits After 20-25 Subgroups. …
- Assess Control. …
- & 12.
What is statistical process control example?
Statistical process control (SPC) is a method of quality control which employs statistical methods to monitor and control a process. … An example of a process where SPC is applied is manufacturing lines.
What are the steps involved in performing a process capability study?
- Select a candidate for the study. …
- Define the process. …
- Procure resources for the study. …
- Evaluate the measurement system. …
- Prepare a control plan. …
- Select a method for the analysis. …
- Gather and analyze the data. …
- Track down and remove special causes.
What are the steps for developing and using control charts?
- Step 1: Define what needs to be controlled or monitored.
- Step 2: Determine the measurement system that will supply the data.
- Step 3: Establish the control limits based on some baseline data.
- Step 4: Collect and chart the data.
How do I use SPC in Excel?
- Enter Your Data.
- Select Your Option From The SPC for Excel Ribbon.
- SPC for Excel Creates the Chart & Statistics.
What are the 7 steps in the statistical process in order?
- Step 1: State the Null Hypothesis. …
- Step 2: State the Alternative Hypothesis. …
- Step 3: Set. …
- Step 4: Collect Data. …
- Step 5: Calculate a test statistic. …
- Step 6: Construct Acceptance / Rejection regions. …
- Step 7: Based on steps 5 and 6, draw a conclusion about.
What is the first step in performing a capability analysis?
There are several steps one should follow when performing a capability analysis. The first step is to determine the upper and lower specification limits for the process. The customer, client, or personnel involved in the production of the product can define these limits.What is CPK formula?
A proper centered process will have Cp = Cpk. An estimate for Cpk = Cp(1-k). Since the max value for k is 1.0, so the value for Cpk will always be less or equal to Cp. Input is required from the customer regarding the lower specification limit (LSL) and the upper specification limit (USL).
How many samples are required for a capability study?in general, a sample size of 30 is substantiated as a decent estimate of a process average. If one is really concerned about the standard deviation then the rule of thumb is a sample size of 100. (which is why you see these numbers generally documented as ‘the sample sizes’ for capability studies.
Article first time published onWhat are SPC charts?
Statistical Process Control (SPC) Charts are simple graphical tools that enable process performance monitoring.
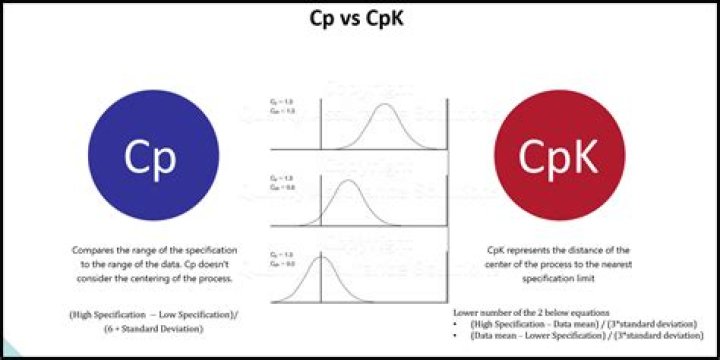
What is Cp and Cpk value in SPC?
Cp and Cpk, commonly referred to as process capability indices, are used to define the ability of a process to produce a product that meets requirements. … In other words, they define what is expected from an item for it to be usable.
What is CP and CPK in SPC chart?
and Performance (Cpk) Learn how to determine whether your process is meeting its full potential—and see opportunities for improvement.
What are the 9 steps in developing a control chart?
- Step 1: Select Measurement Method.
- Step 2: Validate the Accuracy of the Measurement System.
- Step 3: Determine Where Data will be Stored.
- Step 4: Begin Collecting Data.
- Step 5: Craft and Document the Reaction Plan.
- Step 6: Calculate Control Limits.
Why is P chart used?
A p-chart is an attributes control chart used with data collected in subgroups of varying sizes. … P-charts are used to determine if the process is stable and predictable, as well as to monitor the effects of process improvement theories.
How do you calculate UCL and LCL on a control chart?
- Estimating the standard deviation, σ, of the sample data.
- Multiplying that number by three.
- Adding (3 x σ to the average) for the UCL and subtracting (3 x σ from the average) for the LCL.
What are the 5 steps of statistics?
The Statistical Process has five steps: Design the study, Collect the data, Describe the data, Make inferences, Take action. In a designed experiment, researchers control the conditions of the study.
How can I improve my SPC?
- Focus on the Right Characteristics to Control. …
- Ensure Adequate Measurement Systems are Used. …
- Select the Right Chart for the Application. …
- Employ Effective Sampling Strategies. …
- Select the Right Sample Size. …
- Empower Operators to Seek Improvements.
Which software is used for SPC?
- Enact. Enact is a cloud-based statistical process control software solution from InfinityQS that gives manufacturers greater data visibility through a secure SaaS platform. …
- WinSPC. …
- Predisys Analytical Suite. …
- EnterpriseIQ. …
- SPC for Excel. …
- DataLyzer Spectrum SPC. …
- Synergy SPC. …
- SQCpack.
Is SPC for Excel free?
SPC for Excel Pricing Overview There is a free version. SPC for Excel offers a free trial.
How do I download SPC for Excel?
Select Options (Excel 2010 and later) or Excel Options (Excel 2007) Select Add-Ins. Select “Go” by Manage “Excel Add-ins” at the bottom of the form. Check “SPC for Excel (V5)”
What does Cpk 1.33 mean?
Process capability index (Cpk) is a statistical tool, to measure the ability of a process to produce output within customer’s specification limits. … Cpk = or >1.33 indicates that the process is capable and meets specification limits.
What is CP and Cpk in Six Sigma?
Cp and Cpk are considered short-term potential capability measures for a process. In Six Sigma we want to describe processes quality in terms of sigma because this gives us an easy way to talk about how capable different processes are using a common mathematical framework.
What is CP formula?
CP = ( SP * 100 ) / ( 100 + percentage profit).
Why is Cpk important?
Process capability, Cpk, is important because it indicates whether a process potentially can meet a specification. Essentially, it is a prediction of the ability of a process to meet a specification. Process performance, Ppk, is important because it indicates how the actual process performed over a period of time.
How do you calculate CP and Cpk?
A perfect centered process will have Cp = Cpk. An estimate for Cpk = Cp(1-k). Since the max value for k is 1.0, so the value for Cpk will always be less or equal to Cp. Input is required from the customer regarding the lower specification limit (LSL) and the upper specification limit (USL).
How do you choose a sample size?
A good maximum sample size is usually 10% as long as it does not exceed 1000. A good maximum sample size is usually around 10% of the population, as long as this does not exceed 1000. For example, in a population of 5000, 10% would be 500. In a population of 200,000, 10% would be 20,000.
What should be included in a capability study?
A capability study will tell you with two numbers represented by either Cp Cpk, or Pp Ppk whether your process is capable of meeting customer requirements in either the short term or the longer-term. Use: If you are more interested in knowing where you’ve been then where you are going, you would use Pp and Ppk.
How many data points do you need to calculate CPK?
Cpk can be calculated with 2 data points:mg: (enought to obtain standard deviation), but the estimate will have low confidence (or large confidence intervals), the more data, the smaller the conficence intervals.
What are SPC rules?
RuleRule NamePattern1Beyond LimitsOne or more points beyond the control limits2Zone A2 out of 3 consecutive points in Zone A or beyond3Zone B4 out of 5 consecutive points in Zone B or beyond4Zone C7 or more consecutive points on one side of the average (in Zone C or beyond)
How many charts are there in SPC?
Statistical Process Control (SPC): Three Types of Control Charts.